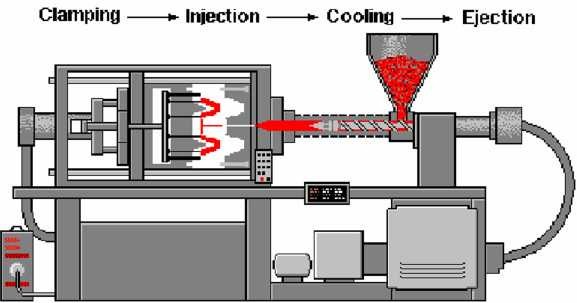
Lỗi ép phun thường là vấn đề lớn trong sản xuất, đề cập đến sự lấp đầy không hoàn toàn một phần ở cuối dòng nhựa phun hoặc sự lấp đầy một phần của khuôn có nhiều hốc, đặc biệt là khu vực có thành mỏng hoặc phần cuối của đường chảy. Biểu hiện là chất nóng chảy bị cô đặc lại trước khi lấp đầy khoang, còn phần nóng chảy không được lấp đầy hoàn toàn sau khi vào khoang dẫn đến thiếu nguyên liệu trong sản phẩm.
Điều gì gây ra những vấn đề trong ép phun?
Nguyên nhân chính gây ra hiện tượng bắn ngắn là lực cản của dòng chảy quá lớn khiến chất tan chảy không thể tiếp tục chảy. Các yếu tố ảnh hưởng đến chiều dài dòng chảy bao gồm: độ dày thành phần, nhiệt độ khuôn, áp suất phun, nhiệt độ nóng chảy và thành phần vật liệu. Nếu không xử lý tốt các yếu tố này sẽ gây ra hiện tượng cược hụt.
Hiệu ứng từ trễ: còn gọi là sự trì trệ. Nếu có một cấu trúc tương đối mỏng ở vị trí gần cổng hoặc vị trí vuông góc với hướng dòng chảy, thường là chất làm cứng, v.v., thì chất nóng chảy đi qua vị trí này trong quá trình ép phun, nó sẽ gặp phải lực cản tương đối lớn khi hướng dòng chảy của phần thân chính là trơn, và không thể hình thành áp suất dòng chảy. Chỉ khi chất tan chảy được lấp đầy theo hướng cơ thể chính hoặc đi vào áp suất giữ thì áp suất đủ mới được hình thành. Phần ứ đọng được lấp đầy, lúc này do phần này rất mỏng, không chảy ra được, không được bổ sung nhiệt và đã đông đặc nên gây ra hiện tượng phun ngắn.
Làm thế nào để giải những vấn đề trong ép phun?
1. Phương pháp loại bỏ khuyết tật tiêm ngắn:
-
Vật liệu:
- Tăng tính lưu động của chất tan chảy
- Giảm bổ sung các vật liệu tái chế
- Giảm sự phân hủy khí trong nguyên liệu thô
-
Thiết kế khuôn mẫu:
- Vị trí của cổng được thiết kế để đảm bảo rằng nó lấp đầy bức tường dày trước tiên để tránh ứ đọng và làm cho polyme nóng chảy đông cứng sớm.
- Tăng số lượng cổng và giảm tỷ lệ quy trình.
- Tăng kích thước của kênh dòng chảy và giảm sức cản của dòng chảy
- Vị trí đặt cổng xả phù hợp để tránh hiện tượng thoát khí kém (xem phần chụp dưới có bị cháy không)
- Tăng số lượng và kích thước các cổng xả
- Thêm vật liệu lạnh thiết kế tốt để xả vật liệu lạnh
- Việc phân bố các kênh dẫn nước làm mát cần hợp lý để tránh làm cho nhiệt độ cục bộ của khuôn thấp.
-
Máy ép phun;
- Kiểm tra van một chiều và thành trong của thùng có bị mòn nhiều không. Sự hao mòn nói trên sẽ làm mất áp suất phun và thể tích phun nghiêm trọng.
- Kiểm tra xem có vật liệu ở cổng tiếp liệu hoặc liệu nó có đang bắc cầu hay không
- Kiểm tra xem khả năng của máy ép phun có thể đáp ứng các yêu cầu đúc không
-
Các điều kiện thực hiện
- Tăng áp suất phun
- Tăng tốc độ phun và tăng nhiệt cắt
- Tăng khối lượng tiêm
- Tăng nhiệt độ thùng và nhiệt độ khuôn
- Tăng chiều dài nóng chảy của máy ép phun
- Giảm số lượng đệm của máy ép phun
- Kéo dài thời gian tiêm
- Điều chỉnh hợp lý vị trí của từng phần phun và tốc độ và áp lực phun
-
Thiết kế phần
- Thiết kế độ dày của một phần thành quá mỏng
- Phần có chất làm cứng gây ứ đọng
- Có sự khác biệt lớn về độ dày của các bộ phận, gây ra hiện tượng ứ đọng cục bộ, điều này không thể tránh được bằng thiết kế khuôn
2. Các biện pháp giải quyết tình trạng ùn ứ, phun lệch:
- Tăng độ dày của các bộ phận bị đọng nước và độ dày của các bộ phận không được quá chênh lệch. Nhược điểm là dễ gây ra vết chìm;
- Thay đổi vị trí cổng vào cuối quá trình lấp đầy để tạo áp lực tích tụ tại vị trí này;
- Khi ép phun, trước tiên hãy giảm tốc độ và áp suất, để một lớp đông đặc dày hơn được hình thành ở phía trước dòng vật liệu ở giai đoạn đầu của quá trình làm đầy, tăng áp suất nóng chảy là biện pháp phổ biến;
- Sử dụng vật liệu có tính lưu động tốt.
Đến với MÁY NHỰA VIỆT ĐÀI bạn sẽ được tư vấn rõ ràng và cụ thể kiểu máy phù hợp với nhu cầu sản xuất!
- Chúng tôi với 100% đội ngũ kỹ sư, kỹ thuật viên kinh nghiệm làm việc trực tiếp tại ĐÀI LOAN & TRUNG QUỐC từ 3-10 năm, am hiểu máy móc kỹ thuật hơn bất kỳ ai khác.
- Trực tiếp sản xuất những máy móc thiết bị mang thương hiệu “Máy Nhựa Việt Đài”
- Là nhà phân phối độc quyền máy móc ngành nhựa của GENIUS – ĐÀI LOAN và DEMA – TRUNG QUỐC – hai quốc gia đi đầu về sản xuất và chuyển giao kinh nghiệm ngành nhựa.
- Giá cả chúng tôi đề ra không phải là rẻ nhất trên thị trường nhưng giá trị của nó gấp nhiều lần số tiền quý khách đã bỏ ra.
- Chương trình hậu mãi hấp dẫn, máy móc được bảo hành 1 năm, bảo dưỡng trọn đời.
- Linh kiện vật tư nhập khẩu chính hãng đáp ứng nhu cầu của quý khách 24/7 từ hộp số, nòng trục, đến dao máy băm, máy nghiền…
- Chuyển giao công nghệ kỹ thuật thao tác cho đến khi khách hàng thành thục.
- Hỗ trợ hướng dẫn công thức phối nguyên liệu (nếu cần).
- Ưu đãi đặc biệt cho khách hàng thân quen, khi mua máy bên Máy Nhựa Việt Đài quý khách đều mua được linh kiện với giá khuyến mãi cực sốc.
- Máy Nhựa Việt Đài có sẵn đội ngũ chuyên gia kỹ thuật, kỹ sư trong và ngoài nước sẵn sàng hỗ trợ, sửa chữa cho quý khách trong thời gian nhanh nhất.
Máy Nhựa Việt Đài – chuyên máy móc ngành nhựa, có thể hỗ trợ bạn xác định quy trình hiệu quả, tiết kiệm chi phí nhất cho việc đầu tư máy móc ngành nhựa và cung cấp chuyển giao hoàn toàn công nghệ tiên tiến nhất, phù hợp với nhu cầu của bạn.
![]()
CÔNG TY TNHH MÁY NHỰA VIỆT ĐÀI
Hotline: 0937470861 (Mr. Trung) / 0886 547 668 (Mr. Viên) / 0969 778 568 (Mr. Ba) / 0988 385 296 (Mr. Tuyên) / 0984 636 182 (Mr. Dũng)
Email: maynhuavietdai.hd@gmail.com
Địa Chỉ: Xã Thanh Xuân, Thanh Hà, Hải Dương
Chi nhánh: 179 Chợ Đường Cái, Văn Lâm, Hưng Yên