
Dưới đây là quy trình sản xuất hạt nhựa (Plastic pellets) – từ nguyên liệu đầu vào đến thành phẩm, kèm các bước công nghệ, thiết bị chính, và các điểm cần chú ý kỹ thuật trong từng công đoạn.
(Chú ý: Quy trình có thể thay đổi tùy thuộc vào mỗi công thức và yêu cầu chất lượng từ khách hàng)
Tổng quan quy trình sản xuất hạt nhựa
Tùy vào loại nhựa (như PE, PP, PVC, ABS, PET, PS, hoặc compound nhựa tái sinh) mà quy trình có thể khác nhau chút ít. Tuy nhiên, nhìn chung, quy trình sản xuất hạt nhựa gồm 6 giai đoạn cơ bản:
- Chuẩn bị và phối trộn nguyên liệu
- Gia nhiệt – nấu chảy (trong máy đùn)
- Phối trộn phụ gia (compound)
- Đùn nhựa và tạo sợi
- Làm nguội sợi nhựa
- Cắt hạt, sấy khô và đóng gói
Phân tích chi tiết từng giai đoạn
1. Chuẩn bị nguyên liệu
Nguyên liệu:
- Hạt nhựa nguyên sinh (PE, PP, ABS, PS, PVC...) hoặc nhựa tái chế (phế liệu nghiền).
- Phụ gia: chất ổn định nhiệt, chất bôi trơn, chất tạo màu, chất chống UV, chất chống tĩnh điện, chất độn CaCO₃, TiO₂...
Quy trình:
- Cân định lượng theo công thức.
- Trộn sơ bộ bằng máy trộn đứng hoặc máy trộn nằm (mixer).

Chú ý:
- Độ ẩm nguyên liệu không vượt quá 0,2% (nên sấy trước bằng máy sấy nhựa ở 80–120°C tùy loại).
- Tỷ lệ phối trộn phụ gia phải chính xác để đảm bảo tính chất cơ lý sau cùng.
2. Gia nhiệt – nấu chảy
Thiết bị: Máy đùn trục vít đơn hoặc đôi (single/twin screw extruder).
Quy trình:
- Nguyên liệu được nạp vào phễu → trục vít cuốn vào vùng gia nhiệt → nhiệt làm nóng chảy và nhào trộn.
- Nhiệt độ gia nhiệt chia thành nhiều vùng (zone): thường từ 160–250°C tùy loại nhựa.
Chú ý:
- Nhiệt độ từng vùng phải kiểm soát ổn định để tránh phân hủy nhựa.
- Tốc độ trục vít ảnh hưởng đến độ đồng nhất và năng suất.
3. Phối trộn phụ gia (Compound)
- Trong quá trình đùn, phụ gia được hòa trộn đều nhờ lực cắt của trục vít.
- Có thể thêm masterbatch (hạt màu hoặc phụ gia cô đặc) trực tiếp tại phễu nạp.
Chú ý:
- Nếu phối trộn không đều → hạt có màu không đồng nhất, dễ gãy hoặc kém bền cơ học.
- Cần đảm bảo áp suất ổn định trong xi lanh đùn để tránh bọt khí.
4. Đùn nhựa và tạo sợi
- Nhựa sau khi chảy lỏng được đẩy qua đầu khuôn (die head) có nhiều lỗ → tạo thành sợi nhựa nhỏ (strand).
Chú ý:
- Áp suất đầu khuôn quá cao → hư trục vít hoặc cháy nhựa.
- Khuôn phải được làm nóng đều để nhựa ra liên tục, không bị “đứt sợi”.
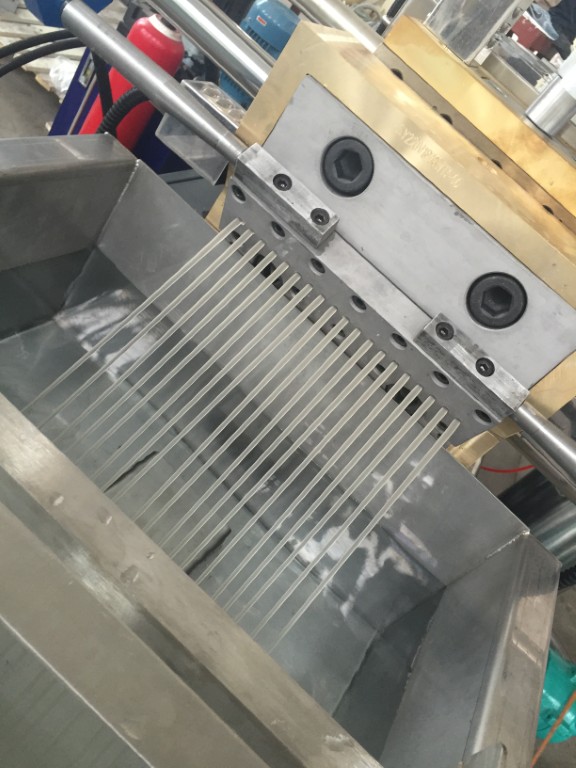
5. Làm nguội sợi nhựa
Thiết bị: Bể nước hoặc băng tải làm mát.
Quy trình:
- Sợi nhựa đi qua bể nước làm mát tuần hoàn (20–30°C).
- Sau đó qua máy sấy gió để loại bỏ nước bám.
Chú ý:
- Nếu làm mát quá nhanh, sợi dễ bị cong hoặc giòn.
- Nhiệt độ nước nên ổn định để sợi đồng nhất kích thước.
6. Cắt hạt, sấy khô và đóng gói
Thiết bị: Máy cắt hạt (Pelletizer) – cắt sợi thành hạt nhỏ 2–5 mm.
Quy trình:
- Hạt sau cắt được sấy khô (bằng máy sấy khí nóng hoặc tủ sấy).
- Sau đó rây phân loại kích thước và đóng bao 25 kg.
Chú ý:
- Hạt phải khô tuyệt đối (<0.1% độ ẩm) để tránh bọt khí khi ép phun hoặc thổi màng.
- Kiểm tra chất lượng hạt: màu sắc, độ bóng, kích thước, độ chảy MFI (Melt Flow Index).
Sơ đồ quy trình tổng quát

Các điểm cần kiểm soát kỹ thuật
|
Hạng mục |
Yêu cầu kiểm soát |
Ảnh hưởng nếu sai lệch |
|
Nhiệt độ vùng đùn |
±5°C so với công thức |
Phân hủy nhựa, đổi màu |
|
Độ ẩm nguyên liệu |
<0.2% |
Xuất hiện bọt khí |
|
Tốc độ trục vít |
40–80 rpm |
Ảnh hưởng độ đồng nhất của hạt nhựa thành phẩm |
|
Tỷ lệ phụ gia |
Chính xác ±0.1% |
Thay đổi tính chất hạt |
|
Nhiệt độ nước làm mát |
20–30°C |
Biến dạng sợi nhựa |
|
Tốc độ cắt hạt |
Tùy theo kích thước & tốc độ của máy đùn |
Hạt không đều hoặc dẹt |
Bảo quản thành phẩm
- Hạt nhựa sau sản xuất nên để trong bao PP có lớp PE lót kín, tránh ẩm và ánh nắng trực tiếp.
- Bảo quản ở nhiệt độ <35°C, nơi khô ráo, tránh bụi và hóa chất bay hơi.
Công ty TNHH Máy Nhựa Việt Đài
Trụ sở chính: Xóm 6, Thôn Xuân Áng, Xã Hà Nam, Thành Phố Hải Phòng, Việt Nam.
Văn phòng miền bắc: Số 101, đường Ánh Dương 13, KĐT Vinhomes Ocean Park 3, Nghĩa Trụ, Hưng Yên
Chi nhánh miền nam: Số 9, đường Trịnh Công Sơn - Tổ 3, KP Khánh Hội, Phường Tân Khánh, TP Hồ Chí Minh.
Nhà máy sản xuất: KCN Phương Thảo, thôn An Lạc, Như Quỳnh, Hưng Yên.
Hotline: Mr. Trung: 0937 470 861 – Mr. Viên: 0886 547 668 – Mr. Ba: 0969 778 568 - Mr. Dũng 0976 556 525
Email: maynhuavietdai.hd@gmail.com