
Tìm hiểu các vấn đề thường gặp khi cán màng PE như bong tróc, nhăn màng, keo không đều và cách khắc phục hiệu quả giúp nâng cao chất lượng sản phẩm, giảm lỗi trong sản xuất bao bì nhựa.
1. Yêu cầu trong quá trình cán màng PE:
- Chịu được lực kéo, lực xé rách, lực va đập cao. Đây là yêu cầu đầu tiên phải đáp ứng. Tùy vào từng nhà sản xuất mà giới hạn chịu lực của sản phẩm lại khác nhau.
- Độ cứng tốt. Loại màng này không chỉ được dùng đển sản xuất bao bì mà còn được sử dụng để làm các loại chai nhựa, cốc nhựa, khay nhựa… nên cần phải có độ cứng tốt.
- Chịu được nhiệt độ cao cũng như nhiệt độ thấp. Các loại màng sẽ bị nóng chảy khi gặp nhiệt độ cao và bị giòn ra nếu gặp nhiệt độ thấp. Sản phẩm do chúng tôi sản xuất có thể chịu được nhiệt độ cao lên tới 120 độ C và chịu được nhiệt độ thấp tùy theo yêu cầu của khách hàng.
- Chịu được độ ẩm. Đây là yêu cầu bắt buộc đối với các loại màng dùng để đóng gói các loại thực phẩm trong đó có màng PET.
- Phải qua công đoạn xử lý bề mặt. Bản chất của màng này là trơn, bóng thế nên khi in ấn sẽ rất khó bám mực thế nên cần phải trải qua công đoạn xử lý bề mặt để làm cho các loại mực in có thể bám dính được.
- Bề mặt phải bóng, không gợn sóng.
Với những yêu cầu trên ta có thể nhận thấy được hư hỏng thường gặp trong quá trình sản xuất màng tập trung chủ yếu ở hai quá trình. Đó là quá trình đùn nhựa (máy đùn nhựa) và quá trình tạo màng (thổi hoặc cán màng). Ở quá trình đùn nhựa bạn có thể xem những hư hỏng thường gặp trên máy đùn nhựa

2.Một số lỗi thường gặp trong quá trình Cán màng PE,PET:
Áp Suất Rulo Chưa Đúng:
Nếu áp suất của các con lăn áp lực quá mạnh, chất kết dính trên các cạnh của sản phẩm in ra sẽ được ép mà sẽ dẫn đến điểm tuyết trên các cạnh của sản phẩm in. Và nó cũng sẽ xảy ra điểm tuyết nếu áp lực chưa đủ. Giải pháp là đặt áp lực con lăn áp lực phù hợp
Các rulô lăn keo không sạch:
Nếu có keo khô dính trên các con lăn keo, ở những chỗ này keo sẽ ít hơn, nơi sẽ xuất hiện các điểm tuyết.

Dính keo trên rulo cuộn áp lực:
Nếu keo bị đẩy từ các cạnh của sản phẩm in hoặc các lỗ thủng của màng, dính trên các con lăn áp lực. Sau một thời gian dài, nó sẽ khô tạo thành lớp váng keo mỏng. Khi đó, sản phẩm in cán màng xong sẽ xuất hiện các điểm tuyết nhỏ.
Sản phẩm cán xong bị bong tróc, mực in không khô hay mực in quá dày:
Những hiện tưởng này thường gặp ở quá trình căn chỉnh nhiệt độ rulo cán cũng như sản phẩm chưa được sấy khô…
Sản phẩm xuất hiện nếp nhăn:
Các nguyên nhân chính gây ra các nếp nhăn của sản phẩm cán màng là các trục chuyển màng không đồng đều, không nhịp nhàng hoặc hai bên màng bị giãn lượn sóng. Cũng có thể do keo quá dày hoặc áp suất không phù hợp, tốc độ truyền không đồng đều giữa các con lăn cao su và trục lăn điện. Giải pháp là điều chỉnh trục chuyển cho phù hợp để đồng tốc giữa các con lăn, điều chỉnh tốc độ và nâng cao nhiệt độ sấy hoặc thay đổi cuộn màng khác.
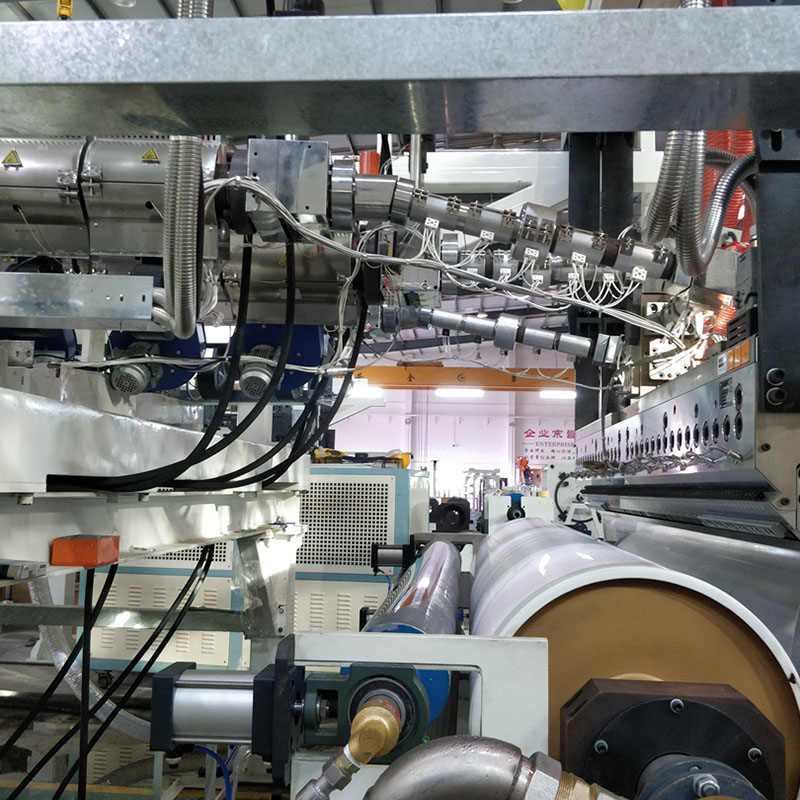
Bộ phận cán:
Trong quá trình vận hành, cổ trục rulo hư hỏng do công nhân vận hành sai hoặc lí do khách quan. Bề mặt bị xước, lồi lõm do va đập. Hoặc do vận hành lâu năm dẫn đến tình trạng gỉ sét hoặc bị ăn mòn.

3.Một số lỗi thường gặp trong quá trình thổi màng PE, PET
Yêu Cầu Kĩ Thuật
- Độ bóng bề mặt: Ra < 0.01µm
- Độ chính xác: 2% trên toàn bộ chiều dài trục.
- Chống ăn mòn cao cấp
- Lớp mạ bám chắc trên nền kim loại
- Đạt độ cứng chống mài mòn với các loại dao cạo
- Chống ăn mòn cục bộ.
Quy Trình
- Dấu hiệu hư hỏng rồi tháo bỏ lớp mạ cũ
- Sản phẩm được tiến Hành Mài Tròn trên máy mài chuyên dụng đạt đến kích thước tiêu chuẩn.
- Quá trình mài tròn đáp ứng được các dung sai về bản vẽ cơ khí.
- Chúng tôi có thể tiến hành gia công Mài Tròn được các chi tiết máy dạng tròn với quy cách 1500 – 7000 chuyên dụng đạt các dung sai cơ khí từ tiêu chuẩn 0.02
- Sản phẩm sau khi được Mài Tròn sẽ được xử lý đánh bóng hoàn thiện đạt độ bóng Ra < 0.02 Micron.
- Đối với các sản phẩm cần độ bóng ở cấp độ cao hơn, chúng tôi có thể xử lý đánh bóng sản phẩm đạt đến Ra < 0.002, Điều này có nghĩa là sản phẩm đạt đến độ bóng Gương.
- Sau khi sản phẩm qua nguyên công đánh bóng đạt các tiêu chí kỹ thuật. Chúng ta tiến hành Tẩy dầu hóa học cho sản phẩm.
- Phương pháp tẩy dầu hóa học giúp sản phẩm loại bỏ được các hạt mài, dầu mỡ và bụi bẫn trên bề mặt. Gia tăng khả năng bám dính cho lớp mạ lên nền kim loại.
- Phương pháp tẩy dầu điện hóa là phương pháp tẩy dầu hiệu quả, loại trừ tối đa các phân tử dầu mỡ bám dính trên bề mặt sản phẩm. Sau khi kết thúc nguyên công tẩy dầu hóa học, Tuy dầu nhớt đã gần hết nhưng vẫn còn các phân tử dầu bám dính trên bề mặt kim loại. Nguyên công tẩy dầu điện hóa giúp loại bỏ hoàn toàn các phân tử dầu cứng đầu nhất.
- Trước khi tiến hành Mạ Crom Cứng, Chi tiết máy được tiến hành hoạt hóa bề mặt để tạo dựng được Bề mặt bám dính đầu tiên tiếp giáp giữa kim loại Crom và Kim Loại nền.
- Tiến hành Mạ Crom Cứng cho chi tiết máy trong bể mạ crom. Ở đây tùy thuộc vào các loại chi tiết mà lựa chọn thời gian mạ phủ crom phù hợp. Độ dày lớp Mạ Crom cứng phụ thuộc vào thời gian mạ. Với rulo ngành sản xuất màng có độ dày từ 40 – 80 µm
- Mài tròn lại đúng kích thước tiêu chuẩn.
- Đánh bóng đến độ bóng yêu cầu.
Công ty TNHH Máy Nhựa Việt Đài cung cấp máy sản xuất màng nhựa
Trụ sở chính: Xóm 6, Thôn Xuân Áng, Xã Hà Nam, Thành Phố Hải Phòng, Việt Nam.
Văn phòng miền bắc: Số 101, đường Ánh Dương 13, KĐT Vinhomes Ocean Park 3, Nghĩa Trụ, Hưng Yên
Chi nhánh miền nam: Số 9, đường Trịnh Công Sơn - Tổ 3, KP Khánh Hội, Phường Tân Khánh, TP Hồ Chí Minh.
Nhà máy sản xuất: KCN Phương Thảo, thôn An Lạc, Như Quỳnh, Hưng Yên.
Hotline: Mr. Trung: 0937 470 861 – Mr. Viên: 0886 547 668 – Mr. Ba: 0969 778 568 - Mr. Dũng 0976 556 525
Email: maynhuavietdai.hd@gmail.com