
Extrusion
Extrusion is a process where a material is pushed through a tool with a specialized shape called a die, producing continuous objects of a fixed cross-sectional profile.
Plastics Extrusion
Plastics extrusion is a normally high-volume manufacturing process where a polymer material, enriched with the desired additives, is melted and formed in a continuous process.
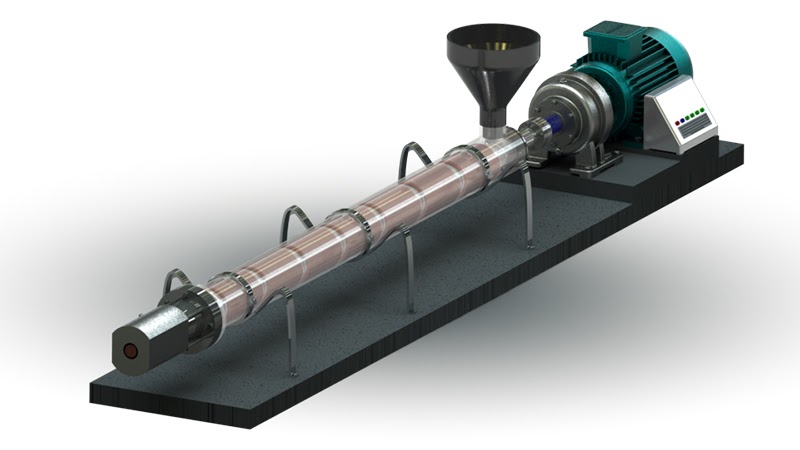
The raw material (polymer) in the form of granulates, is gravity fed into the hopper and through the feed throat, drops on a rotating screw. Screw rotation is provided by an electric motor. The screw design varies and is dependent on the material and final product design. The rotation of the screw forces the plastic forward through a heated barrel.
As the plastic is conveyed through the barrel the channel or thread of the screw decreases, thus compressing the plastic. Three or more independent Proportional Integral Derivative PID controllers, creating zones of gradually increasing temperature, heat the barrel. The plastic melt temperature is normally higher than the set temperature for the controllers. This additional heat is generated through a combination of compressive force and shear friction (shear heat).

When the plastic melt reaches the end of the screw the plastic melt is well mixed and pushed through a screen pack, supported by a breaker plate, filtering contaminants, and removing the materials rotational memory. Finally, the filtered melt is then pushed through the die. The die gives the final product the desired profile and shape. After exiting the extruder, the extrudate is pulled and cooled. The cooling method is dependent on the profile and shape of extrudate.
What are the Different Types of Plastic Extrusion?
Depending on the die shape, different products can be formed using various available extrusion processes listed below:
1. Tubing Extrusion
This extrusion type is used for the extrusion of tubes and pipes. In this process, air with positive internal pressure may also be applied. The tubes or pipes after exiting the die are pulled into a cooling tank where they are normally water-cooled.

2. Blow Film Extrusion
This type is used to produce plastic films tubes through a continuous sheeting. In this process the film tube melt is cooled before leaving the die, producing a semi-solid tube and blown to expand to a desired size and film thickness. This process is used for manufacturing of products such as shopping bags.
3. Sheet Film Extrusion
This type is used for the extrusion of plastic sheets or films that are too thick to be blown. After exiting the die, the sheets are pulled and cooled through a series of cooling rolls, which also regulate the sheet thickness.
4. Over Jacket Extrusion
This extrusion type is used for wire coating. In this process the wire is pulled through the centre of the die. If adhesion is required between the wire and the coating, pressure tooling is used. In this method the wire is covered in molten plastic whilst in the die and is pressurized when exiting the die. If adhesion is not required, jacketing tooling is used. In this method, the wire is covered by the melt as it exits the die.
What does a plastic extruder look like?
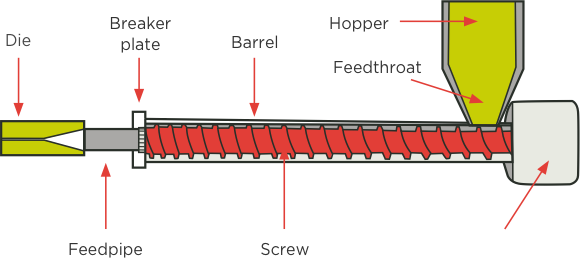
- Hopper: This is where people pore granular pieces of plastic into the extruder. It stores the plastic and prepares for the next process stage.
- Feedthroat: The feed throat is the part under the hopper. Here plastic goes from the hopper to the barrel.
- Breaker Plate: It’s like a filter for the barrel and helps maintain the pressure.
- Barrel: Its main duty is to soften the plastic and takes it close to the melting point.
- Rotating screw: It pushes the material to the feed pipe.
- Feed pipe: A pipe helping the molten plastic coming from the barrel.
- Die: This pushes the plastic to the desired shape.
- Cooling System: It’s used to solidify the plastic.

Plastic extrusion process
- Step 1: Fill in the hopper with a number of plastic pieces. The plastic will gradually go from the hopper to the feed throat and barrel.
- Step 2: The barrel then heated the materials using the three temperature intensity zones.
- Step 3: a continuously rotating screw on the barrel will push the molten plastic toward the next component of the machine.
- Step 4: Afterwards, the breaker plate will filter the liquid plastic. This screen helps remove other substances from the plastic and maintain internal pressure. Then, the liquid goes through a feed pipe before being poured into the die.
- Step 5: The die will constrain the molten liquid and shape it into the desired form.
- Step 6: When going out from the die, the extrusion product will be cooled in a water shower or cooling rolls to ensure that the shape will be permanent.
VietDai Plastic Machinery Co. LTD
Head office: Thanh Xuan commune, Thanh Ha district, Hai Duong province
Branch: 179 Duong Cai Market, Trung Trac commune, Van Lam district, Hung Yen province
Southern branch: No. 4, Street 10, Kp. Khanh Hoi, Tan Phuoc Khanh Ward, Tx. Tan Uyen, Binh Duong Province.
Hotline: Mr. Trung: +84-937 470 861 – Mr. Vien: +84-886 547 668 Mr. Ba: +84-969 778 568 - Mr. Dung +84-976 556 525
Email: maynhuavietdai.hd@gmail.com